With the rapid development of China’s economy, people’s pace of life is becoming faster and faster, prompting the automotive industry to usher in great development. As is well known, automotive products must use a large number of profiles to bend workpieces. Unlike ordinary civil building materials, automotive structural design must consider factors such as structure, aerodynamics, and aesthetics. Various defects such as cross-sectional deformation and rebound may occur during the bending process of profiles, especially thin-walled hollow profiles, which have become obstacles to their large-scale application. 
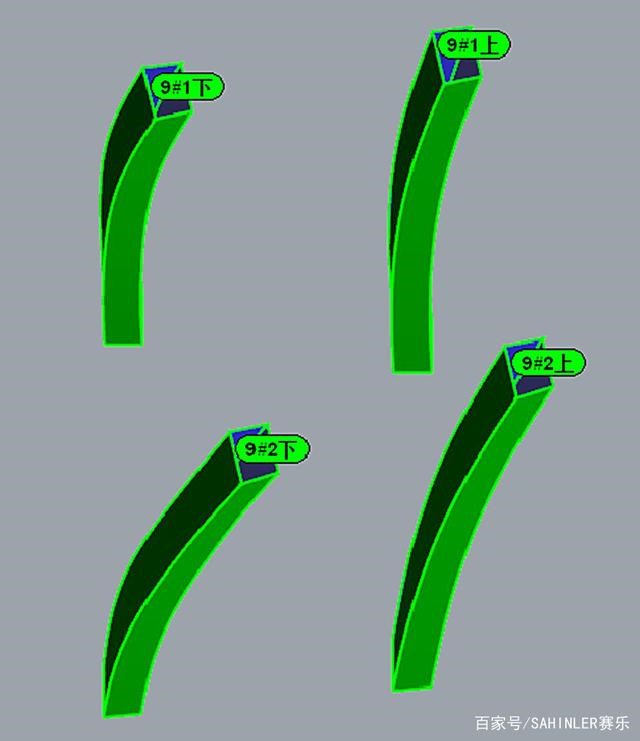
 In automobile production enterprises, the quality and production speed of these bent workpieces often greatly restrict the production efficiency of the entire product. A good bent workpiece must meet the following requirements, including high standards: verticality, torsion, flatness, natural transition between arcs, matching with inspection tools, maintaining the material cross-section after bending, no surface damage after material bending, and even some parts with hyperbolic or 3D bending arcs.
In automobile production enterprises, the quality and production speed of these bent workpieces often greatly restrict the production efficiency of the entire product. A good bent workpiece must meet the following requirements, including high standards: verticality, torsion, flatness, natural transition between arcs, matching with inspection tools, maintaining the material cross-section after bending, no surface damage after material bending, and even some parts with hyperbolic or 3D bending arcs. 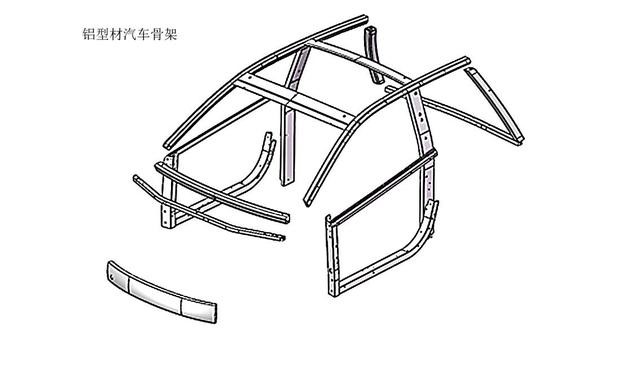
 The existing bending processing techniques for automotive extruded profiles are limited by their respective shortcomings, making it difficult to meet the requirements of efficient and low-cost processing for automotive profiles. Therefore, bending machines have become the main method for bending and forming automotive profiles. Sahinler has successfully developed a new generation of variable curvature CNC bending machine products with fully independent core technology and intellectual property rights to address the issue of existing profile bending. It has the advantages of high work reliability, high production efficiency, high processing accuracy, and low operation and maintenance costs.
The existing bending processing techniques for automotive extruded profiles are limited by their respective shortcomings, making it difficult to meet the requirements of efficient and low-cost processing for automotive profiles. Therefore, bending machines have become the main method for bending and forming automotive profiles. Sahinler has successfully developed a new generation of variable curvature CNC bending machine products with fully independent core technology and intellectual property rights to address the issue of existing profile bending. It has the advantages of high work reliability, high production efficiency, high processing accuracy, and low operation and maintenance costs. 
 Performance characteristics of high-precision CNC EVO system Intelligent programming: Directly import CAD drawings to automatically generate programs, and support graphical operation software to achieve one-time and multiple forming of bending and rolling plates. Speed self matching: The speed of the three directly connected drive axles is automatically matched, effectively avoiding slipping and pulling on the surface of the workpiece during the bending process. Single arc multiple forming: When we need multiple bending forming, we can automatically generate CNC programs to achieve the required shape of the workpiece for bending and rolling. Multi radius arc repetitive machining: Multi radius and multi curvature arcs can also be repeatedly bent to improve the accuracy of the bending arc Variable arc production: Flexible production of workpieces that meet the requirements of single arc and multi radius, multi curvature, and multi segment arcs.
Performance characteristics of high-precision CNC EVO system Intelligent programming: Directly import CAD drawings to automatically generate programs, and support graphical operation software to achieve one-time and multiple forming of bending and rolling plates. Speed self matching: The speed of the three directly connected drive axles is automatically matched, effectively avoiding slipping and pulling on the surface of the workpiece during the bending process. Single arc multiple forming: When we need multiple bending forming, we can automatically generate CNC programs to achieve the required shape of the workpiece for bending and rolling. Multi radius arc repetitive machining: Multi radius and multi curvature arcs can also be repeatedly bent to improve the accuracy of the bending arc Variable arc production: Flexible production of workpieces that meet the requirements of single arc and multi radius, multi curvature, and multi segment arcs.
